由于减速机的服务系数根据所处行业和工况条件的不同所选取的机型也变得相对复杂化,具体数值参照下面表并结合下列选项。
一、减速机的选型与搅拌装置的配套 根据工艺条件、安装空间范围、搅拌要求、寿命、工况条件等各项要素综合考虑并参照减速机类型表,确定所属何种类型的减速机。
二、根据电机功率P和输出功率n由减速机选型表确定机型,并按其标定方法写出所选减速机型号。
三、若输入转速是变化的(当选用调速电机或无级变速机驱动时),一般情况下为“恒扭矩”传动,传递的功率也随着变化,则按输入最高转速时所需的功率或扭矩选择减速机型号(通常按电机额定功率和输出最高速确定机型)。若需“恒功率”传动,则需配上恒功率变速装置,再按额定功率与最低输出转速选择机型。
四、当根据所需输出扭矩选择机型时,按照减速机输出轴许用扭矩大于实际工作扭矩的原则来选用。
五、卧式减速机出轴型式只有通用型一种,联轴器应选用TK型弹性块式联轴器或具有一定位移量的其它弹性联轴器。
六、 确定减速机机型后,如果用于釜用搅拌传动装置,可根据搅拌工况条件及工艺要求确定减速机输出轴轴头型式和轴头大小尺寸,在选择相应联轴器、机架的型号规格。
<>减速机服务系数 </>
| 减速机 | 日工作小时数 | 工作机 | 工作小时数 | ||||||
| ≤0.5h | 0.5-10h | >10h | |||||||
| 污水处理 | 浓缩器(中心传动) | ≤0.5h | 0.5-10h | >10h | 金属加工设备 | 可逆式板坯轧机 | - | 2.5 | 2.5 |
| 压滤器 | - | - | 1.2 | 可逆式线材轧机 | - | 1.8 | 1.8 | ||
| 絮凝器 | 1.0 | 1.3 | 1.5 | 可逆式薄板轧机 | - | 2.0 | 2.0 | ||
| 曝气机 | 0.8 | 1.0 | 1.3 | 可逆式中厚板轧机 | - | 1.8 | 1.8 | ||
| 搂集设备 | - | 1.8 | 2.0 | 输送机械 | 辊缝调节驱动装置 | 0.9 | 1.0 | - | |
| 纵向、回转组合接集装置 | 1.0 | 1.2 | 1.3 | 斗式输送机 | - | 1.2 | 1.5 | ||
| 预浓缩器 | 1.0 | 1.3 | 1.5 | 绞车 | 1.4 | 1.6 | 1.6 | ||
| 螺杆泵 | - | 1.1 | 1.3 | 卷扬机 | 1.5 | 1.8 | |||
| 水轮机 | - | 1.3 | 1.5 | 皮带输送机<150kw | 1.0 | 1.2 | 1.3 | ||
| 离心泵 | - | - | 2.0 | 皮带输送机≥150kw | 1.1 | 1.3 | 1.5 | ||
| 1个活塞容积式泵 | 1.0 | 1.2 | 1.3 | 货用电梯* | - | 1.2 | 1.5 | ||
| >1个活塞容积式泵 | 1.3 | 1.4 | 1.8 | 客用电梯* | 1.5 | 1.8 | |||
| 化学工业 | 挤压机 | - | - | 1.6 | 刮板式输送机 | - | 1.2 | 1.5 | |
| 调浆机 | - | 1.8 | 1.8 | 自动扶梯 | 1.2 | 1.4 | |||
| 橡胶砑光机 | - | 1.5 | 1.5 | 轨道行走机构 | - | 1.5 | - | ||
| 冷却圆筒 | - | 1.3 | 1.4 | 冷却塔 | 冷却塔风扇 | - | - | 2.0 | |
| 混料机,用于均匀介质 | 1.0 | 1.3 | 1.4 | 风机(轴流和离心式) | - | 1.4 | 1.5 | ||
| 混料机,用于非均匀介质 | 1.4 | 1.6 | 1.7 | 蔗糖生产 | 甘蔗切碎机* | - | - | 1.7 | |
| 搅拌机,用于密度均匀介质 | 1.0 | 1.3 | 1.5 | 甘蔗碾磨机 | - | - | 1.7 | ||
| 搅拌机,用于非均匀介质 | 1.2 | 1.4 | 1.6 | 甜菜糖生产 | 甜菜绞碎机 | - | - | 1.2 | |
| 搅拌机,用于不均匀气体吸收 | 1.4 | 1.6 | 1.8 | 榨取机,机械致冷机,蒸煮机 | - | - | 1.4 | ||
| 烘炉 | 1.0 | 1.3 | 1.5 | 甜菜清洗机 | - | - | 1.5 | ||
| 离心机 | 1.0 | 1.2 | 1.3 | 甜菜切碎机 | - | - | 1.5 | ||
| 金属加工设备 | 翻板机 | 1.0 | 1.0 | 1.2 | 造纸机械 | 各种类型** | - | 1.8 | 2.0 |
| 推钢机 | 1.0 | 1.2 | 1.2 | 碎浆机驱动装置 | 2.0 | 2.0 | 2.0 | ||
| 绕线机 | - | 1.6 | 1.6 | 离心式压缩机 | - | 1.4 | 1.5 | ||
| 冷床横移机 | - | 1.5 | 1.5 | 水泥工业 | 混凝土搅拌器 | - | 1.5 | 1.5 | |
| 辊式矫直机 | - | 1.6 | 1.6 | 破碎机* | - | 1.2 | 1.4 | ||
| 辊道(连续式) | - | 1.5 | 1.5 | 回转窑 | - | - | 2.0 | ||
| 辊道(间歇式) | - | 2.0 | 2.0 | 管式磨机 | - | - | 2.0 | ||
| 可逆式轧管机 | - | 1.8 | 1.8 | 选扮机 | - | 1.6 | 1.6 | ||
| 剪切机(连续式)* | - | 1.5 | 1.5 | 辊压机 | - | - | 2.0 | ||
| 剪切机(曲柄式)* | 1.0 | 1.0 | 1.0 | ||||||
| 连铸机驱动装置 | - | 1.4 | 1.4 | ||||||
| 可逆式开坯机 | - | 2.5 | 2.5 | ||||||
②同时具备选用单支点机架条件中的①和②一④项中之一者,上、下可以或许组成一对轴支承。
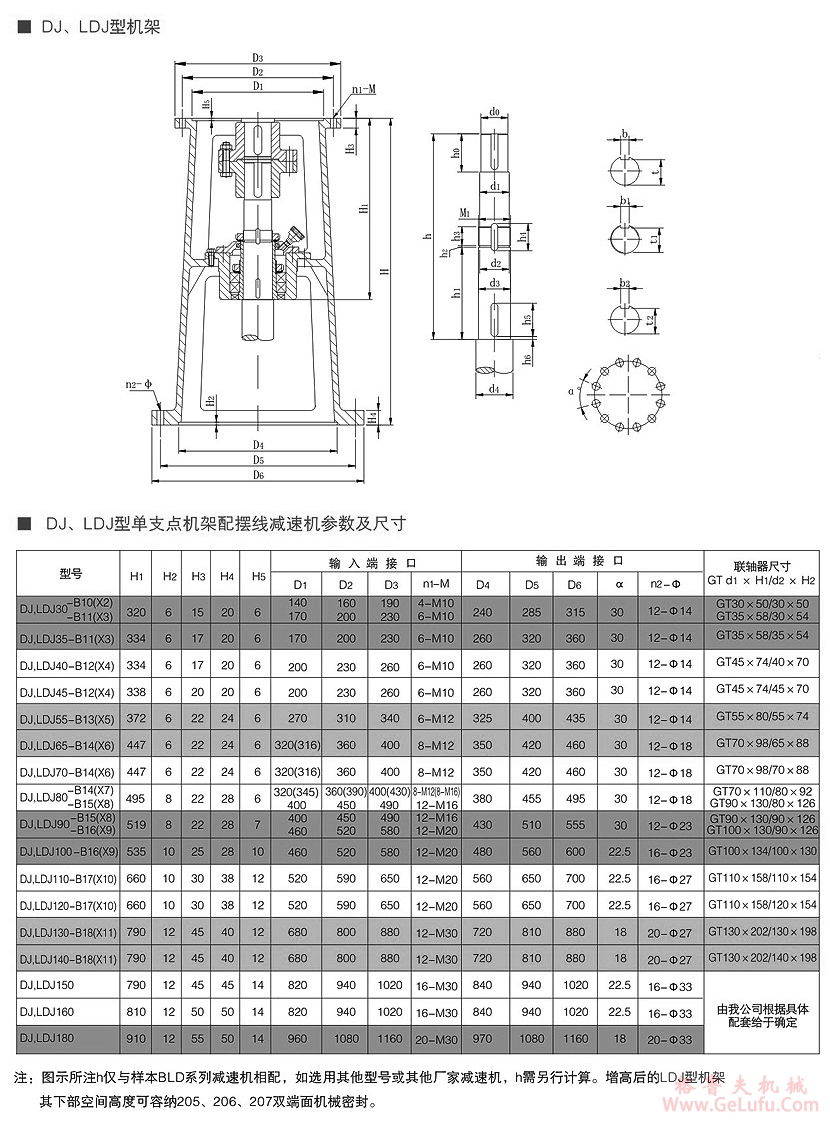
单支点机架机架设有能承受双向载荷的支持,轴向载荷全部卸到机架支撑上,能保证加快机的传动品质,延长利用寿命,适用于均匀负载、中等攻击条件下的所有搅拌作业场所。
当具备下列条件之一时,可选用单支点机架:③轴封本体设有可以或许作为支点的轴承;
④在搅拌设备内,搅拌轴中部设有导向轴承,可以或许作为一个支点。双支点机架机架中间设有两个独立支承,适用于重攻击负载或对搅拌密封拆卸有高要求的特殊场所。
加快机输出轴与搅拌轴连接必须采用弹性联轴器。当不具备选用单支点或无支点机架的条件时,应选用双支点机架。
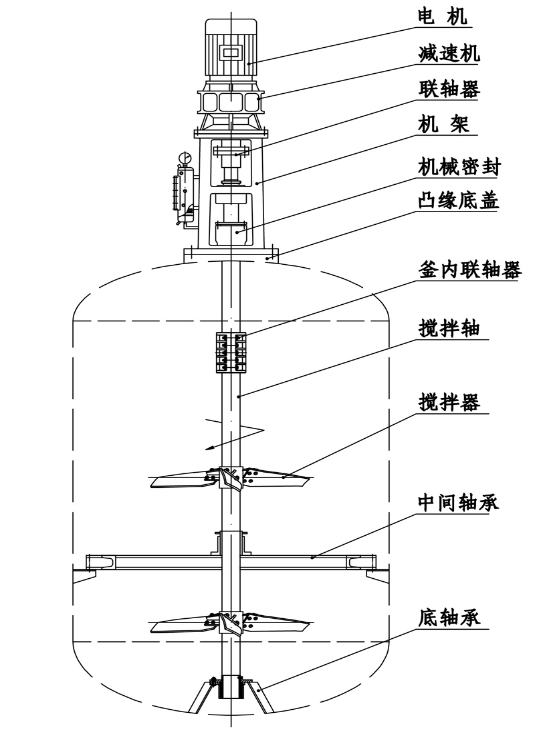
以保证把持时搅拌轴下端的偏摆量不大机架应保证变速器的输出轴与搅拌轴对中,机架搅拌装备的机架应该使搅拌轴有足够的支承间距。同时还应与轴封装置对中。机架轴承除承受径向载荷外,还应承受搅拌器所产生的轴向力。多数情况下,机架中间还要装配中间轴承装配,以改进搅拌轴的支承条件。机架的型式可分为无支点机架、单支点机架和双支点机架三种。无支点机架机架本身无支撑点,搅拌轴系以加快机输出轴的两个轴承支点作为支持。适用于轴向力较小或仅受径向力,搅拌负载平匀的场所。在机械搅拌设备选型前,我们有必要对它的每个部件进行了解,并计算出应用参数,结合设备的周边场地,以及被搅拌介质作出正确的判断,方可进行。
搅拌大致有以下几种,在每一个搅拌过程它们都同时存在,在生产中根据实际需要来控制搅拌形式以达到最主要的搅拌目的。
【混合】
混合就是把一个相分布到另一个相中。
应用行业:糖浆、香波、洗涤液、果汁浓缩液、酸奶、甜点、混合奶制品、油墨、瓷釉。
【分散】
分散就是把大物粒粉碎分成几个小物粒。
应用行业:悬浮液、药丸包衣、药物解聚、涂料分散、唇膏、蔬菜浓汤、芥末混合物、催化剂、消光剂、金属,颜料、改性沥青、纳米材料的制备和解聚。
【乳化】
乳化就是把一个相均匀稳定的分布到另一个相中。
应用行业:药乳液、药膏、雪花膏、面膜、面霜、乳化香精、油水乳化、乳化沥青、树脂化、蜡乳化、水性聚氨酯乳化、农药。
【均质】
均质就是把粒径大小不一的物料分散成均匀的物粒。
应用行业:药乳液、药膏、雪花膏、面膜、面霜、组织匀浆、奶制品均质、果汁、打印墨水、果酱。
选型步骤
选型原则
搅拌容器
根据生产规模搅拌目的和物料特性确定搅拌容器的形状、尺寸,如无特殊需要,一般选用立式圆桶容器,同时确定合适的高径比;如有传热要求,则釜体外须设置夹套结构。
减速机
满足功率和转速要求;运转可靠;维修方便;高机械效率;低噪音。
搅拌轴要有足够的支承间距,以保证搅拌轴偏摆量不大;保证变速器的输出轴、搅拌轴、轴封装置对中;足够的径向和轴向承受力。
轴封
若允许液体泄露较多、釜内压力低时,可选用填料密封;在允许泄露少、釜内压力或真空度高,轴与轴套间摩擦动力消耗少时应选用机械密封;当搅拌介质为剧毒、易燃、易爆或昂贵的高纯度物料,或者在高真空状态下操作时,可选用磁力传动装置,但磁传动效率很低。
搅拌轴
搅拌轴应有足够的扭转强度和弯曲强度。通常搅拌轴要具有足够的刚性,转速应尽量避免在800~1200r/min间,若转速在此范围搅拌轴应考虑具有一定的柔性。
搅拌器
保证物料的有效混合;消耗最少的功率;所需费用最低;操作方便;易于维修。
搅拌设备内构件
根据搅拌器型式、物料操作特性确定是否需要挡板和内冷管。如需要挡板,低黏度液体多在全挡板条件下操作(挡板4块,宽度为搅拌容器直径的1/12~1/10);随黏度增加挡板宽度可变窄,高黏度液体不必设置挡板。
选型要点
确定所需的工艺
参考实验室设备的小试和中试数据
列出所需的工况,如易燃易爆、耐质、抽真空、耐腐蚀、耐高温等工况,选用的设备满足工艺及工况要求
确定所需的产率和产量,选用的设备满足产率和产量的要求
根据生产卫生要求,来确定对设备结构及表面处理的特殊要求
对不可预见因素较多,工艺复杂的情况下,拟采取保守选型法
设备安装的方式,占用的空间,水电的配置情况,装机容量等,选用的设备与厂房布局统一致
费用估算:设备购买成本、安装费用、操作费用、维修费用、折旧费用
辅件组合
对于各种流程工艺,无锡托普搅拌设备有限公司有不同形式的设备来匹配,并进行优化组合,使系统达到最佳状态。优化组合的要素综合工艺、产量、投资规模、厂房等多项因素。向托普企业的专业的销售工程师咨询,我们会根据您的需求制定出最合理的设备配置、工艺流程、设备布局方案。